

管线管无缝钢管精挑细选好货的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:管线管无缝钢管精挑细选好货的图文介绍

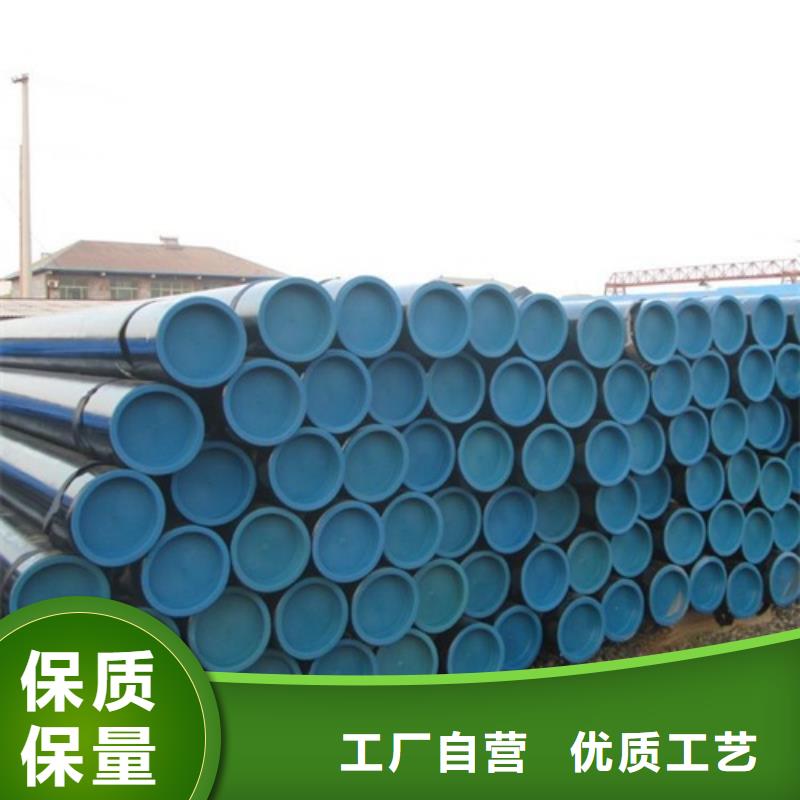
管线管焊接性质 管线管电焊焊接前焊接处尽量抛光处理 尽量把电焊焊接处的热镀锌层抛光处理掉,要不然会导致气泡、沙孔、假焊等。还会继续使焊接变脆,弯曲刚度减少。 管线管电焊焊接特点分析 管线管一般是在低碳钢外镀一层锌,热镀锌层一般在20um厚。锌的熔点在419°C,溶点908°C左右。在电焊焊接中,锌熔化成液态浮在熔池表面或在焊接根部位置。锌在铁中具有非常大固质量摩尔浓度,锌液态会沿位错多方面浸蚀焊接金属材质,低熔点锌造成“液态金属材质脆裂”。 此外,锌与铁可造成金属材质间延展性化合物,这类延展性相使焊接金属材质塑性形变降低,在拉应力场作用下而导致裂缝。 倘若电焊焊接角焊缝,尤其是在是T形联接头的角焊缝很容易导致通过裂缝。管线管电焊焊接时,焊缝表面及边缘处的锌层,在电孤热作用下,导致氧化、融化、蒸发以至挥传来奶白色烟尘和蒸汽,很容易导致焊接出排气口。 由于氧化而发生的ZnO,其熔点较高,约1800°C上下,若在电焊焊接整个过程中基本参数偏小,将导致ZnO焊疤,此外。由于Zn变为除氧剂。导致FeO-MnO或FeO-MnO-SiO2低熔点氢氧化物焊疤。其次,由于锌的蒸发,挥传来许多的奶白色烟尘,对人体有刺激、危害作用,因此,尽量把电焊焊接处的热镀锌层抛光处理处理掉。


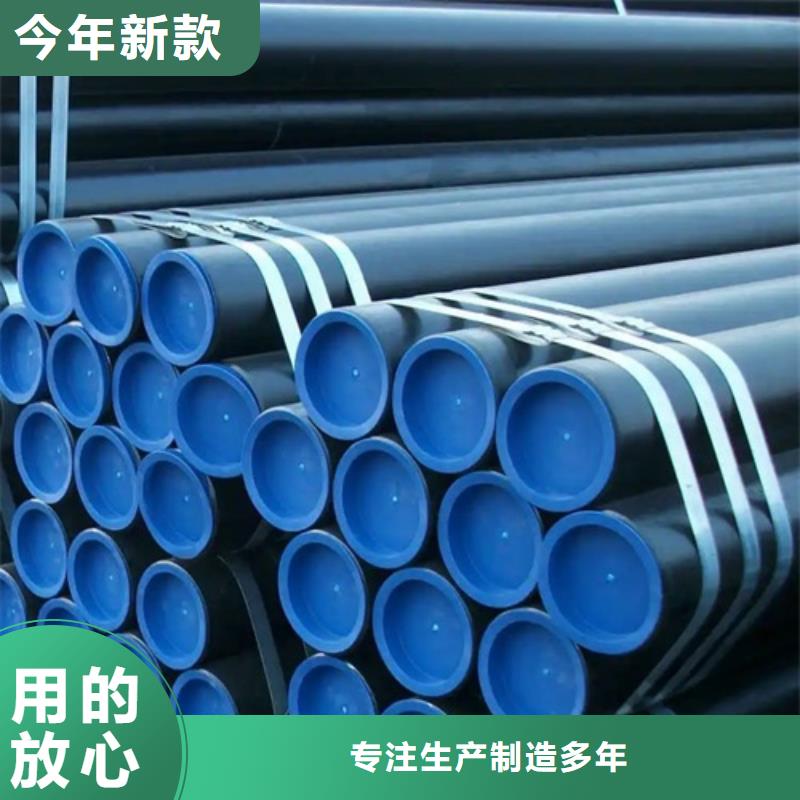
大口径管线管的优点: 1、焊接钢管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降。 2、该产品的工艺决一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。 3、L290N大口径钢管厂生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



鹏鑫钢铁有限公司重合同,守信誉,本着质量优先,用户至上的宗旨奔向“质量是企业的生命,质量是品牌的基础”的目标,我们的宗旨:以人为本、以诚待人、以质取胜、精益求精;以严格的管理、优质的 新疆伊犁无缝钢管产品、合理的价格使客户得到理想的回报,为广大的国内外客户生产出优质可靠的 新疆伊犁无缝钢管产品。 全体员工欢迎新老客户来电洽谈惠顾,同时也向关心和支持我厂发展的广大用户和各界同仁表示衷心的感谢!



管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。



